Balancing
动平衡
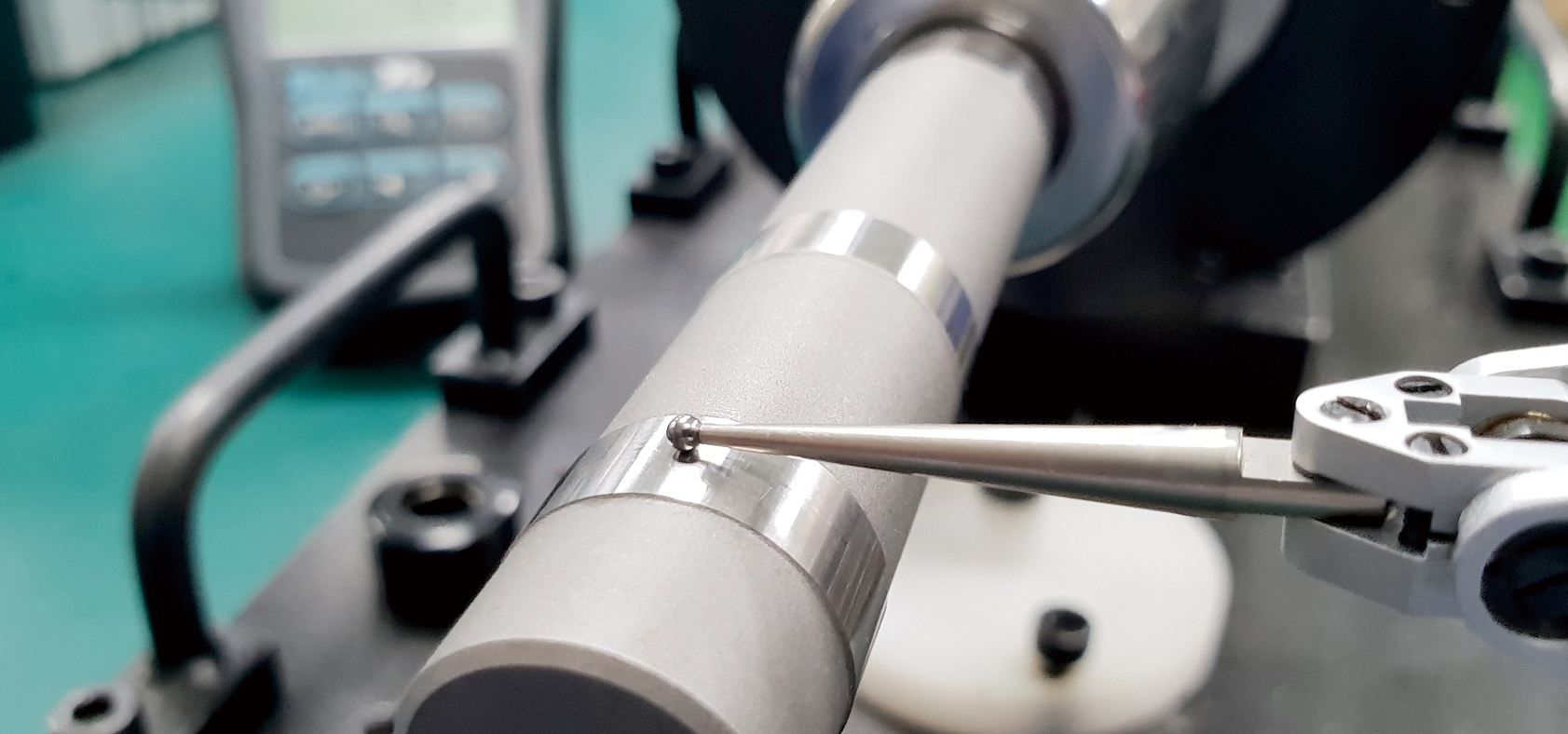
夹持精度和重复精度之重要性几乎可说是仅次于柄部精度或是动平衡。刀柄夹持精度是指刀柄夹持刀具后之偏摆。量测方式为夹持测试棒后在其柄径之数倍长度之处旋转360 度且量测其偏摆。如图,刀柄夹持测试棒并固定在量具上所示,以A 点为基准点,旋转360 度,量测B 点或C 点处之偏摆。刀柄鼻端(B 点) 与C 点之距离以刀具柄径之几倍长表示, ( 假设刀具柄径O d 为6mm, 4 倍长/4d 处为24mm) 。刀柄的重复精度是指刀柄在重复拆装或夹持之状况下,每次测量之夹持精度变化量。 C 点之距离越长,夹持精度及重复精度越难保持。
夹持精度和重复精度之重要性几乎可说是仅次于柄部精度或是动平衡。刀柄夹持精度是指刀柄夹持刀具后之偏摆。量测方式为夹持测试棒后在其柄径之数倍长度之处旋转360 度且量测其偏摆。如图,刀柄夹持测试棒并固定在量具上所示,以A 点为基准点,旋转360 度,量测B 点或C 点处之偏摆。刀柄鼻端(B 点) 与C 点之距离以刀具柄径之几倍长表示, ( 假设刀具柄径O d 为6mm, 4 倍长/4d 处为24mm) 。刀柄的重复精度是指刀柄在重复拆装或夹持之状况下,每次测量之夹持精度变化量。 C 点之距离越长,夹持精度及重复精度越难保持。