Balancing
動平衡
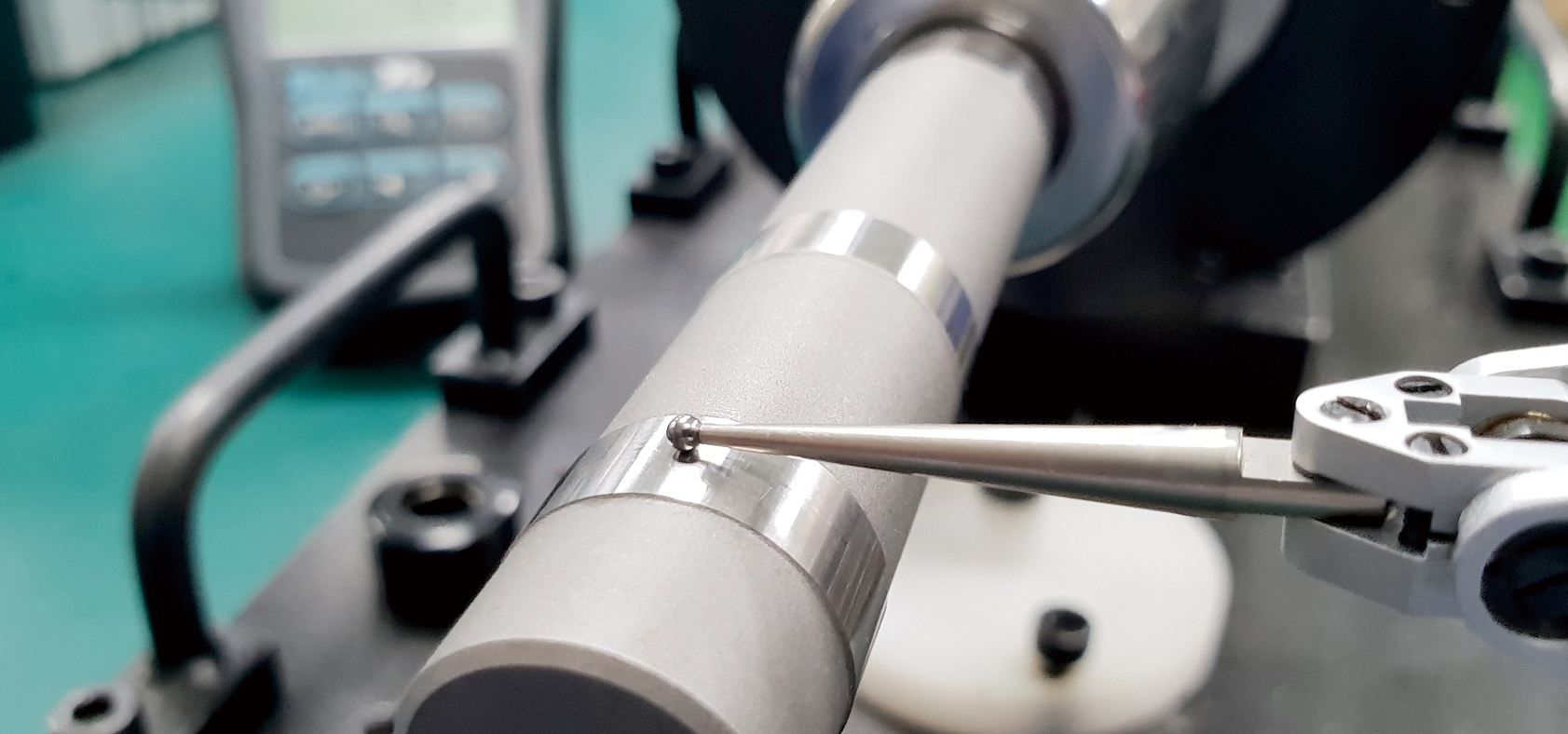
夾持精度和重複精度之重要性幾乎可說是僅次於柄部精度或是動平衡。 刀柄夾持精度是指刀柄夾持刀具後之偏擺。量測方式為夾持測試棒後在其柄徑之數倍長度之處旋轉 360 度且量測其偏擺。 如圖,刀柄夾持測試棒並固定在量具上所示,以 A 點為基準點,旋轉 360 度,量測 B 點或 C 點處之偏擺。刀柄鼻端 (B 點 ) 與 C 點之距離以刀具柄徑之幾倍長表示, ( 假設刀具柄徑 O d 為 6mm, 4 倍長 /4d 處為 24mm) 。刀柄的重複精度是指刀柄在重複拆裝或夾持之狀況下,每次測量之夾持精度變化量。 C 點之距離越長,夾持精度及重複精度越難保持。
夾持精度和重複精度之重要性幾乎可說是僅次於柄部精度或是動平衡。 刀柄夾持精度是指刀柄夾持刀具後之偏擺。量測方式為夾持測試棒後在其柄徑之數倍長度之處旋轉 360 度且量測其偏擺。 如圖,刀柄夾持測試棒並固定在量具上所示,以 A 點為基準點,旋轉 360 度,量測 B 點或 C 點處之偏擺。刀柄鼻端 (B 點 ) 與 C 點之距離以刀具柄徑之幾倍長表示, ( 假設刀具柄徑 O d 為 6mm, 4 倍長 /4d 處為 24mm) 。刀柄的重複精度是指刀柄在重複拆裝或夾持之狀況下,每次測量之夾持精度變化量。 C 點之距離越長,夾持精度及重複精度越難保持。