Taper Accuracy
柄部精度
柄部精度是指刀柄柄部与主轴内孔之密合度公差,此公差等级共分为AT 1 至AT 12 共12 等级。柄部公差等级越高代表刀柄柄部与主轴内孔越为密合,举例来说与主轴内孔贴合面积达85% 之AT3 优于AT4 。依ISO1947 之规范建议, AT3 为刀柄柄部之最基本要求。 HSK 刀柄部分,德国规范DIN 69893 明确订定出HSK 刀柄柄部各尺寸之公差范围。此公差范围为固定公差,也因此并无公差等级之区分。以上精度之测量皆须使用精密且定期检验之量具测量,其他方式如涂抹红丹目视法⋯⋯等,皆无法准确测量。
柄部精度等级之重要性
保护及延长主轴之精度与寿命
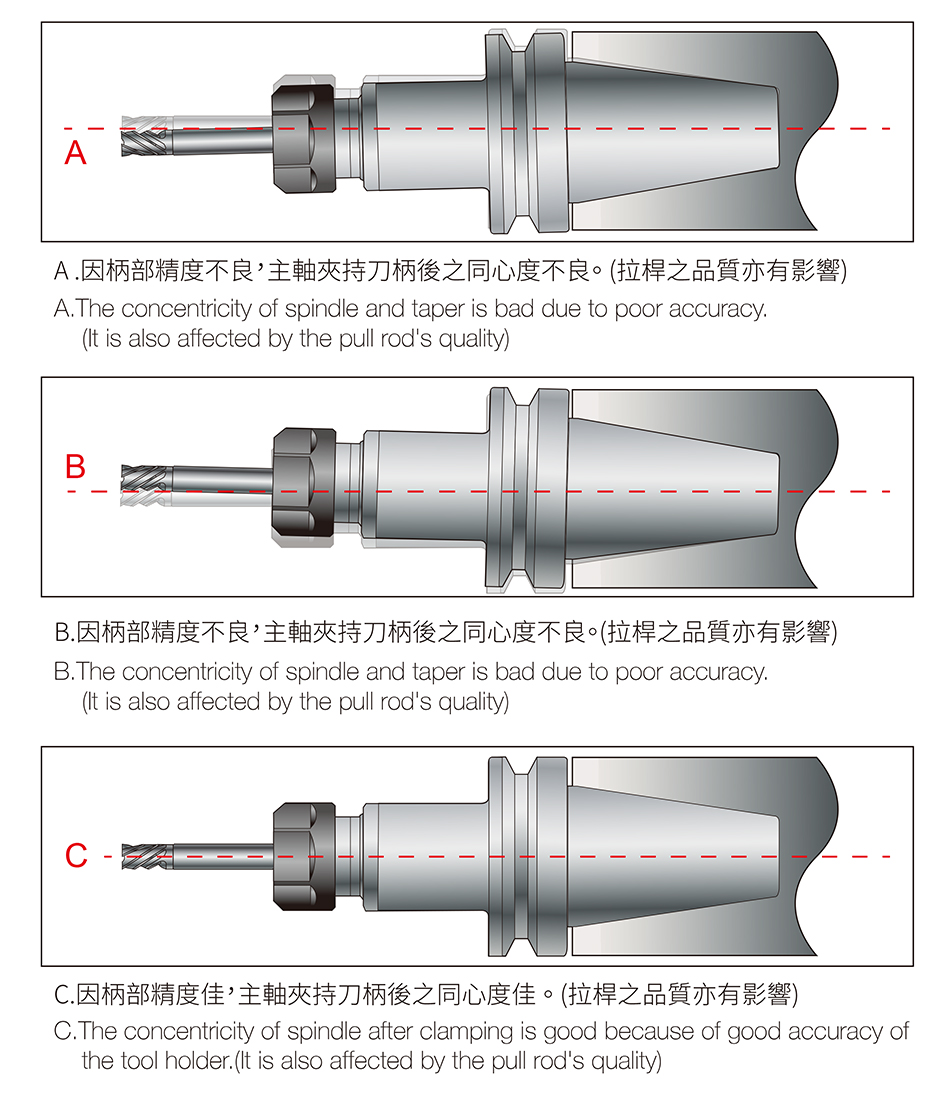
柄部精度越高,柄部与主轴内孔越密合,代表主轴转动中时不因刀柄柄部与主轴内孔间隙过大( 如图A 和B 之红色部位) 进而持续撞击主轴内孔。其影响轻则主轴内孔损伤、变形、精度不佳,重则主轴报废。尤其在高速加工环境,在动辄数万转之昂贵高速主轴需求下,柄部精度之重要性攸关重大。柄部精度超出DIN 69893 规范之HSK 刀柄,轻则夹退刀异常且长期主轴精度不佳或损伤、变形,重则短期内主轴精度丧失且报废。
保护及延长刀具寿命
理论上,夹持精度越高刀具寿命越长。实务上,刀具前端之偏摆有极大部分源自于刀柄柄部与主轴内孔间隙过大所产生之偏差或主轴内孔因长期使用柄部公差不良之刀柄所造成之精度丧失( 如上图所示) 。因此,柄部精度等级越低之刀柄其刀具偏摆亦越差,重覆精度相对也会变差。另外,不良率增加、因刀具磨耗快所造成之刀具费用提升之严重代价已亦不可疏忽。
确保工件精度、品质
同理之下,柄部精度与刀具偏摆成正比,也因此加工物件之精度、品质亦能确保。
普慧制刀柄之柄部精度等级
普慧制之刀柄柄部皆保证在贴合面积达85% 以上或AT3 内。 HSK 刀柄柄部公差皆保证依DIN69893 之公差范围制造。柄部精度之测量仪器皆采用德国、瑞士制造且定期检验校正之精密量具如空气量规。